nextera
Cellular Glass Insulation in LNG and Cryogenic Systems: Preventing Moisture Ingress and Corrosion Under Insulation (CUI)
Modern LNG infrastructure, cryogenic facilities, industrial refrigeration plants, chilled water systems, pharmaceutical processing units, and low-temperature industrial networks operate under demanding thermal conditions where insulation performance directly affects operational reliability.
Unlike conventional thermal systems, cryogenic environments continuously experience extreme temperature variations, condensation risks, thermal cycling, and moisture exposure. In these environments, insulation failure can affect thermal efficiency, increase maintenance requirements, and contribute to long-term equipment deterioration.
One of the major challenges faced by industrial operators is Corrosion Under Insulation (CUI) — a condition caused by moisture trapped beneath insulation systems.
For this reason, industries increasingly adopt Cellular Glass Insulation for LNG and cryogenic applications because of its closed-cell structure, vapor-tight performance, dimensional stability, and moisture resistance.
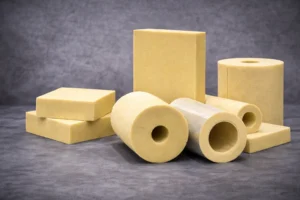
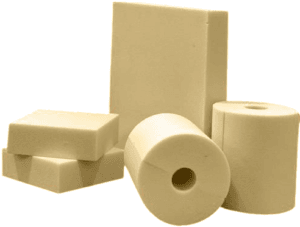
As manufacturers and suppliers of Cellular Glass Insulation, Nextera provides Cellular Glass Pipe Sections, Boards, Curved Segments, fabricated components, and project-specific insulation systems engineered for LNG, cryogenic, and cold service installations.
Understanding Cryogenic Insulation Challenges
Cryogenic systems operate in environments where thermal management and moisture control become critical.
Common operational challenges include:
- Condensation formation
- Thermal cycling
- Moisture ingress
- Ice formation risks
- Corrosion Under Insulation (CUI)
- Reduced insulation efficiency
- Increased maintenance costs
In low-temperature environments, even minor moisture penetration may affect insulation performance.
Moisture intrusion may contribute to:
- Thermal losses
- Condensation accumulation
- Corrosion risks
- Reduced lifecycle performance
- Operational inefficiencies
This makes moisture protection one of the most important requirements in cryogenic insulation systems.
Closed-Cell Technology for LNG and Cryogenic Applications
Cellular Glass Insulation differs from many conventional insulation systems because of its closed-cell structure.
During manufacturing, millions of hermetically sealed glass cells are formed throughout the material.
This engineered structure provides:
- Vapor-tight protection
- Zero water absorption
- Thermal conductivity stability
- Long-term dimensional performance
- Moisture resistance
Because water and vapor cannot migrate through the sealed cells, Cellular Glass performs effectively in moisture-sensitive environments.
This makes it suitable for cryogenic insulation systems, LNG applications, chilled water infrastructure, and industrial refrigeration facilities.
Cellular Glass for LNG Infrastructure
LNG facilities require insulation systems capable of maintaining performance under low-temperature operating conditions.
LNG Storage Systems
Cellular Glass supports insulation requirements in:
- LNG storage facilities
- Storage infrastructure
- Process equipment
- Thermal systems
Its moisture-resistant structure helps support long-term insulation performance.
LNG Transfer and Distribution Networks
LNG transfer systems require stable insulation performance across thermal pipelines.
Applications include:
- LNG transfer lines
- Distribution systems
- Process piping networks
- Utility infrastructure
Cellular Glass Pipe Sections help maintain insulation continuity across these systems.
Process Equipment Insulation
Applications include:
- Vessel systems
- Thermal process equipment
- Utility units
- Low-temperature systems
The load-bearing capability supports demanding industrial environments.
Corrosion Under Insulation (CUI) Prevention
CUI remains one of the largest maintenance concerns across industrial facilities.
Moisture trapped beneath insulation systems may gradually damage equipment surfaces and increase operational costs.
Cellular Glass helps reduce these risks because its closed-cell vapor barrier structure prevents moisture migration.
Advantages include:
- Vapor-tight performance
- Condensation control
- Moisture resistance
- Reduced corrosion risks
- Stable thermal efficiency
This supports improved lifecycle performance and operational reliability.
For industries operating LNG and cryogenic systems, CUI prevention directly affects maintenance planning and equipment protection.
Industrial Refrigeration and Cold Service Applications
Cellular Glass is also used in industrial refrigeration and low-temperature systems.
Applications include:
Refrigeration Facilities
Used in:
- Industrial refrigeration plants
- Food processing facilities
- Controlled temperature environments
- Cold storage systems
Pharmaceutical Facilities
Applications include:
- Process plants
- Controlled environments
- Thermal systems
Chilled Water Networks
Used in:
- HVAC infrastructure
- Mechanical systems
- Cooling networks
- Thermal distribution lines
The vapor-tight structure supports condensation control and moisture management.
Nextera Cellular Glass Pipe Sections and Fabricated Components
As manufacturers and suppliers, Nextera provides insulation solutions for project-specific requirements.
Cellular Glass Pipe Sections
Applications include:
- LNG pipelines
- Cryogenic systems
- Chilled water networks
- HVAC systems
- Process piping
Pipe sections improve insulation continuity and installation efficiency.
Fabricated Components
Nextera manufactures:
- Elbows
- Curved Segments
- Reducers
- Vessel components
- Custom fabricated insulation systems
These solutions support industrial project requirements.
Industrial Standards and Thermal Performance Requirements
Cellular Glass systems are commonly specified in industrial environments requiring:
- Closed-cell insulation systems
- Cryogenic insulation applications
- Vapor barrier performance
- Thermal conductivity stability
- Moisture protection systems
- Industrial thermal management
Its performance characteristics support long-term operation in demanding thermal environments.
Frequently Asked Questions
Why is Cellular Glass used in LNG systems?
Cellular Glass provides vapor-tight protection, moisture resistance, and dimensional stability, making it suitable for LNG infrastructure and cryogenic applications.
How does Cellular Glass help prevent Corrosion Under Insulation (CUI)?
Its closed-cell structure prevents moisture migration, helping reduce condensation and corrosion risks.
Is Cellular Glass suitable for cryogenic pipelines?
Yes. Cellular Glass Pipe Sections are widely used in cryogenic pipelines, LNG transfer systems, and chilled water infrastructure.
Can Cellular Glass be used in refrigeration facilities?
Yes. Cellular Glass supports refrigeration plants, cold storage systems, food processing environments, and controlled-temperature facilities.
Conclusion
LNG facilities, cryogenic infrastructure, refrigeration systems, chilled water networks, and pharmaceutical environments require insulation systems capable of maintaining performance under demanding low-temperature conditions.
Cellular Glass Insulation provides moisture protection, vapor-tight performance, dimensional stability, thermal efficiency, and support for CUI prevention within a single engineered solution.
As manufacturers and suppliers of Cellular Glass Insulation, Nextera continues to support industrial projects with engineered insulation systems designed for modern cryogenic and cold service applications.

Modern LNG infrastructure, cryogenic facilities, industrial refrigeration plants, chilled water systems, pharmaceutical processing units, and low-temperature industrial networks operate under demanding thermal conditions where insulation performance directly affects operational reliability. Unlike conventional thermal systems, cryogenic environments continuously experience extreme temperature variations, condensation risks, thermal cycling, and moisture exposure. In these environments, insulation failure can affect […]

Modern industrial projects require insulation systems capable of delivering more than conventional thermal protection. Today’s facilities operate in demanding environments where thermal efficiency, moisture control, fire safety, structural stability, and lifecycle performance directly influence operational reliability and maintenance costs. Industries including oil & gas facilities, petrochemical plants, HVAC infrastructure, marine installations, pharmaceutical processing units, manufacturing […]

As industrial infrastructure and commercial developments continue to expand across the Middle East, fire safety and thermal efficiency have become essential considerations in modern construction. Today’s projects require insulation materials that not only improve energy performance but also provide long-term durability, moisture resistance, and reliable fire protection. Among the advanced insulation solutions available today, perlite […]

In modern construction and industrial engineering, the selection of insulation materials plays a critical role in determining energy efficiency, fire safety, and long-term operational performance. As infrastructure projects across Middle East and African regions continue to grow in complexity, there is a clear shift toward materials that offer low thermal conductivity, non-combustibility, durability, and environmental […]

As construction standards continue to evolve across the Middle East and African region, the demand for high-performance insulation materials is increasing rapidly. Developers, contractors, and industrial planners are prioritizing solutions that deliver not only thermal efficiency but also fire safety, durability, and long-term sustainability. One such advanced solution is perlite insulation, a material that combines […]
Industrial insulation systems operate under demanding conditions, including temperature fluctuations, environmental exposure, and mechanical stress. Over time, these conditions can reduce insulation performance and affect system efficiency. Choosing the right insulation material is essential for overcoming these challenges. Polyisocyanurate (PIR) insulation is widely used in industrial and HVAC systems because of its low thermal conductivity, […]

Industrial insulation systems are designed to protect pipelines and equipment, improve energy efficiency, and ensure safe operating conditions. However, insulation can make routine inspection of the underlying metal surfaces more difficult. Inspection plugs provide a practical solution by creating dedicated access points that allow technicians to perform inspections without removing or damaging insulation. These components […]

Industrial facilities rely on insulated pipelines to maintain process temperatures, improve energy efficiency, and protect personnel from extreme heat. However, insulation systems can make routine inspection of underlying equipment more difficult. Inspection plugs provide a simple yet effective solution by allowing technicians to access inspection locations without removing insulation. These components support inspection techniques such […]

Industrial pipelines and vessels are commonly protected with insulation systems to maintain operating temperatures and improve energy efficiency. While insulation provides operational benefits, it can make routine inspection of the underlying equipment more challenging. Inspection plugs provide a practical solution by creating dedicated access points that allow technicians to perform inspections without removing or damaging […]
As industries and buildings move toward higher energy efficiency and long-term operational reliability, insulation materials play a critical role in overall system performance. Among advanced insulation solutions, Polyisocyanurate (PIR) insulation has emerged as one of the most effective materials for thermal control in commercial, industrial, and infrastructure applications. Before the development of Polyisocyanurate (PIR) insulation, […]